1) What is an Inspection & Test Plan?
It is a mandatory item in the Quality Plan to guide and assure quality in a specific type of work in a specific sequence of QC activity steps.
2) What is Schedule ‘Q’?
Schedule Q stands for Owner’s minimum quality requirements for Contractor/Subcontractor quality system.
3) What is a P&ID?
Piping & instrument Diagram shows piping layouts and detailed notes relating to piping and instrumentation.
4) What is an Isometric drawing?
A detailed piping system/line drawing with reference to construction and material requirements.
5) What is PWHT?
Post weld heat treatment (PWHT),defined as any heat treatment after welding, is often used to improve the properties of a weldment.
6) Why we are using PWHT?
PQR- is a quality document that holds accurate data for all essential and non essential welding variables that where used and recorded for the test weld it must also include all subsequent data for pwht and any mechanical test results carried out on the weldment
WPS- is a working document prepare from the pqr and then issued to the welder it contains all the essential data required by the production to complete the weld successfully, achieving the minimum level of any properties required.
7) What is the relationship between a Procedure Qualification Record (PQR) and a WPS?
To increase the resistance to brittle fracture and relaxing residual stresses.
8) How is the Procedure Qualification Record (PQR) different from the WPS?
Procedure Qualification Record certifies that test welds performed in accordance with the WPS meet Code requirements and summarizes the specific test results.
9) Describe the difference between QA & QC?
Quality Assurance (QA): All the planned and systematic activities implemented within the quality system, and demonstrated as needed, to provide adequate confidence that an entity will fulfill requirements for quality.
Qaulity Control (QC): The operational technique and activities that are used to fulfill requirements for quality
10) What is NCR?
NCR: (Non Conformity report): A record reporting the variation from the specified requirements.
As per schedule “Q” CONTRACTOR shall respond to all NCRs issued by COMPANY in writing within 48 hours of receiving notification of non-conformance, including his proposed corrective action.
CONTRACTOR shall rework or repair and re-inspect items in accordance with COMPANY approved procedures. CONTRACTOR shall notify the Company Representative prior to final closure of any nonconformity.
11) What is a “Weld Map” and how is it used?
It is an isometric drawing showing the location and numerical identification of each weld used in the construction of a process piping system. Each weld when completed is labeled with the weld number indicated on the weld map, the date completed, and the welder/welding operator identification number or code
12) Per ASME B31.3 (assume latest edition), name three of the four Categories of Fluid Service?
1. Category D fluid service
2. Category M fluid service
3. High pressure fluid service
4. Normal fluid service
13) What are the types of thermocouples in PWHT?
Type K (Chromel-Alumel)
Type J (Iron-Constantan.
14) What is ocv and ccv?
OCV - open circuit voltage
CCV – closed circuit voltage
15) What are the types of olets?
Weldolet
Sockolet
Threadolet
Nippolet
16) What is 5M + E formula ?
Manpower
Methods
Materials
Machines
Measurement
Environment
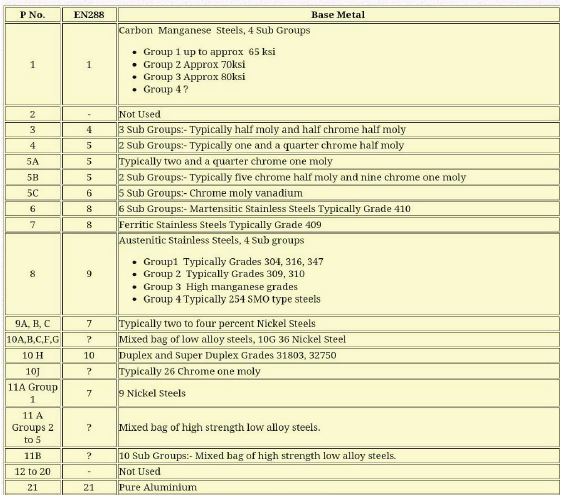
17) What is the P no for SS & CS?
SS – P No. 1
CS – P No, 8
18) Relating to Weld Fabrication Shop evaluation prior to the beginning of pipe welding for a major project, what are several key items you would look for as the Inspector before you approved the shop for Welding?
1. Welding environment
2. Proper ventilation
3. Calibration of equipments
4. Enough weld stations
5. Electrical supply
6. Proper shielding
7. Safety conditions
8. Proper lighting
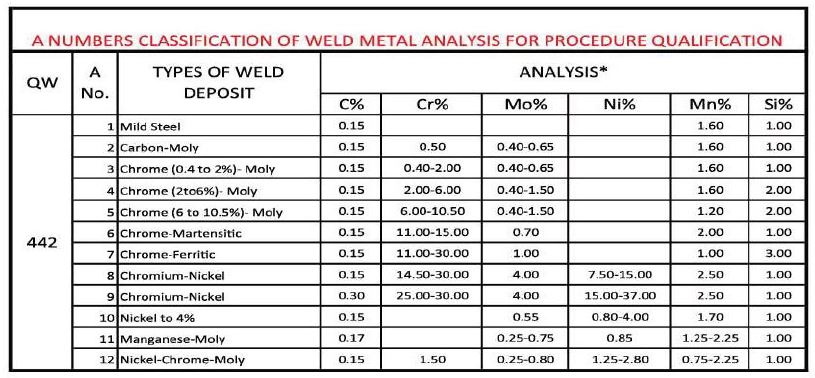
19) What is A number?
Electrode chemical analysis number
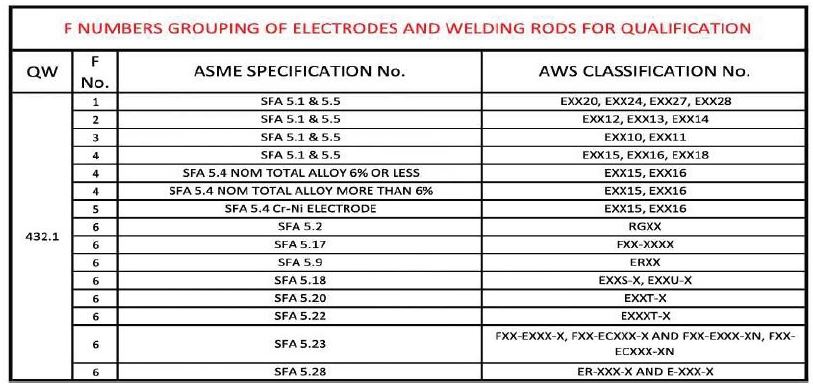
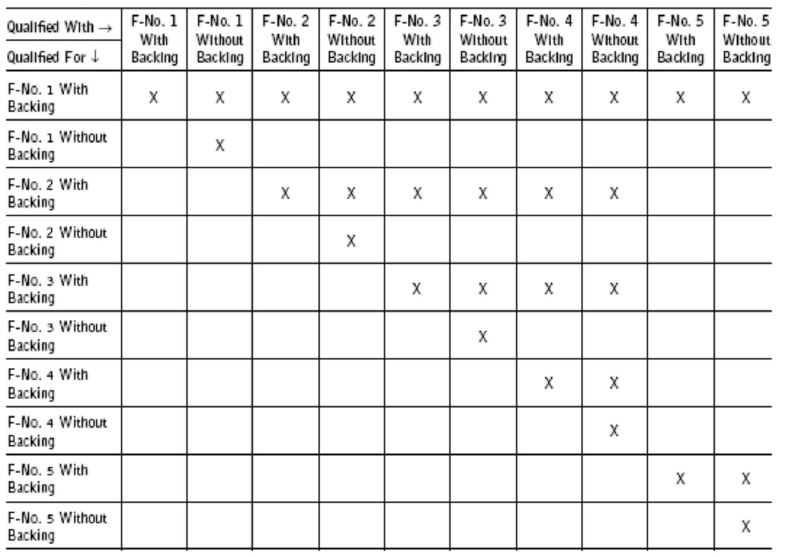
20) What is F number?
Filler metal grouping number
21) What is P number?
Base metal grouping number
22) How to classify electrode number?
Number end with
0 & 1 - Cellulosic electrode
2,3 & 4 - Rutile electrode
5,6 & 8 - Basic electrode
23) What is the formula for heat input?
Heat Input (j/cm)= Voltage x Amperage x 60 / Travel Speed(cm/min)
24) What are welder qualification limits?
Base metal qualification limits. (P no. and Thickness)
Filler material qualification limits.(F No.)
Pipe diameter and position qualification limits.
Weld metal thickness qualification limits.
25) What are essential variables?
Essential Variable (Procedure) – A change in a welding condition which will affect the mechanical properties (other than notch toughness) of the weldment.
E.g. – change in P Number, welding process, F number, electrode, preheat or postweld heat treatment.
Essential Variable (Performance) – A change in a welding condition which will affect the ability of a welder to deposit sound weld metal.
E.g - change in welding process, deletion of backing, electrode, F number, technique etc.
26) What are supplementary essential variables?
The change in a welding condition which will affect the notch toughness properties of a weldment is known as supplementary essential variable.
27) What are the contents of WPS?
QW-402-(joints)
QW-403-(base metals)
QW-404-(filler metals)
QW-405-(positions)
QW-406-(pre-heat)
QW-407-(post-weld heat treatment)
QW-408-(gas)
QW-409-(electrical characteristics)
QW-410-(technique)
28) What are the parameters in WPS?
As per ASME Sec. IX QW250, and QW 451 for individual process.
Eg:- Joint design, base metals, (groove, root spacing, landing) (P#, GR# Thickness
qualified)
Filler metals (F#, A#, Dia of filler metals)
Position & progression (uphill /down)
Preheat and PWHT (If required)
Electrical characteristics (C, V, Travel speed, Heat input)
Techniques (Stringer/ weave, multi pass, single)
29) Mention the drying temperatures for low hydrogen SMAW electrodes?
260-430°C for 2 hrs min (A5.1)
370-430°C for 2 hrs min(A5.5)
120°C continues
65°C Portable electrode oven
120°C-250°C for 2 hours (SS)
Electrode may re-drying only once
30) What do you meant by low hydrogen consumables?
Low hydrogen consumables are defined as less than or equal to 8 ml of hydrogen per 100 g of deposited weld metal.
31) What is an isometric drawing?
A detailed piping system/line drawing with reference to construction and material
requirements.
32) What things are found in a Piping Isometric drawing?
Line conditions, references to drawings, materials of construction(Bill Of Materials), continuations, orientation, piping and drawing details and notes, revision control and approval status.
33) What is the P No; for CS & SS?
CS- P1
SS-P8
34) What is the Procedure Qualification Thickness Limits?
ASME SEC IX QW – 452
i) It is the test coupon < 1¨ - Size welded (Dia)
ii) Thickness always 2T – T – Thickness of Test Coupon
(Minimum Thickness Qualified – 1.5mm)
35) Diameter range?
OD less than 25mm Size welded to unlimited
OD 25mm to 73mm= 25mm( ¾“) to unlimited .
Greater than 73mm = 73mm to unlimited
36) Welder qualification tests?
a) Mechanical or radiography if qualification by radiography length to be radiographed is 6 inch but maximum four coupon only (eg. ½ “)
b) For welding operator minimum 1 meter should be radiographed.
37) Welder qualification- Thickness range?
If ‘t’ is the thickness Range qualified is “2t”
If thickness greater than 13mm qualified for unlimited thickness range.
38) How do you calculate the weld repair percentage?
% RR = (Lr/Lw) X 100
Where, % RR – Percent repair rate
Lr -- Total length of repair in one week
Lw --Total length of weld radiographed in one week
39) What are the difference b/w A punch & B punch?
List of unfinished work or unmatched item according to DRWG and specifications before Hydrotest.
A - To be done before Hydrotest
B - To be done before Mechanical completion
40) For the verification/traceability of materials what are the different procedures to be used?
PMI –Positive Material Inspection
Marking& Colour Coding
Spools are stamped, stencilled, or clearly marked with a permanent marking method, properly colour-coded and uniquely identified, labelled & traceable to Isometric Drawings.
41) What are the difference b/w a pipe and a tube?
Pipe is identified by NPS and thickness is defined by Schedule whereas Tube is
identified by OD & thickness identified by Birmingham Wire gauge.
42) What is tack weld?
Tack weld is the temporary weld to maintain joint alignment. All tack welds shall be made by qualified welders.
Recommended tack thickness is 3.2 – 4.8mm & length is 12.5 - 25.4 mm. the minimum number of tack welds for 3.5 inch and below are 3 equally spaced tacks. Above 3.5 inch 4 equally spaced tacks.
43) What are the different types of fluids in ASME? Explain?
Category D fluid Service – non flammable, non toxic and non damaging to
human tissues.( temp range -29 ˚C to 186˚ C)
Category M fluid service- toxic and flammable
High pressure fluid service – based on class 2500 rating for specified design
temp. and material group.
Normal fluid service – Not subjected to D, M or High pressure fluid service.
44) What is material receiving inspection?
Match physical condition in field to service condition shown on Drawings/Hardware lists
Specification and marking/color-coding & PMI Identification of grade
by ASTM spec listed on dwg/bolting list will give clear reqmts.
Identification of fittings and flanges by correct ratings, sizes, class, schedules
as marked on fittings & mill certificates.
For the correct Scheduling of Pipe, by a Vernier Caliper and ensure piping is
within tolerances.
45) What are the types of CS & SS pipes?
Carbon Steel: - ASTM A53 Gr. A/B, ASTM A106 Gr. A/B/C, ASTM A333 Gr.1/Gr.6
Stainless Steel: - ASTM A312 TP304/ TP304L/ TP304H/ TP308/ TP310/ TP316/ TP316L/ TP316H/ TP317/ TP321/ TP321H/ TP347/ TP347H/ TP348/ TP348H.
46) From which size onwards NB of pipe is equal to OD of Pipe?
From the size 14” and onwards NB = OD of pipe.
47) What are the different types of 304 & 308?
304 – Cr- 18-20%, Ni- 8-10%
308 – Cr 20% , Ni-10%
48) What 4 types of Inspection Action points are found in the ITP & Explain?
Hold, Witness, Surveillance, Review
Hold- QA/QC organization shall be notified of the timing of inspection or test in
advance. Inspection or test shall not be carried out without the QA/QC
organization representative in attendance.
Witness- QA/QC organization shall be notified of the timing of Inspection or test in advance. However, the inspection or test shall be performed as scheduled if
the QA/QC organization representative is not present.
Surveillance- QA/QC organization to monitor work in progress without notice
from Construction Organization.
Review- Review and approval of documents.
49) Why weep hole is provided in pad?
Reinforcing pad of welded branch connections shall be pneumatically leak tested with air at 1.75 bar through a minimum of one ¼” (6mm) tapped vent hole / weep hole for venting and examined for leaks using a soap solution at a reduced pressure of 0.2 to 0.35 bar.
The 6mm tapped vent shall not be located in the crotch of the branch.
50) How to cut a SS pipe and what are the things to be ensured before cutting?
Stainless steel SS pipes - By grinding or Plasma cutting providing internal protection from spatter, slag etc.
Before cutting the pipe, the Heat Number will be transferred to the cut pieces by low stress dye stamping, Paint marking or Tagging.
51) How to give a gap in socket flange?
Place gap-o-let ring at the inside of socket, gap range is 1.5 to 3 mm. if gap-o- let ring is not available measure the socket length, mark it on the pipe and give 1.5 to 3mm gap during socket welding.
52) Flanges are classified based on facing as: -
A. Flat face. (FF)
B. Raised face. (R/F)
C. Tongue and groove. (T/G)
D. Male and female. (M/F)
E. Ring type joint. (RTJ)
53) What is the axial gap to given for socket welding?
1.5 mm to 3 mm maximum
54) What we check in water analysis and its value for CS & SS?
In water analysis we check the PH value and chloride content of water. For CS the PH value is 7.5±5 & chloride < 250ppm. For SS the PH value is 10.5±0.5 & chloride < 50ppm.
55) Mention the drying temperatures for low hydrogen SMAW electrodes?
260-430°C for 2 hrs min (A5.1)
370-430°C for 2 hrs min(A5.5)
120-250°C for 2 hours minimum. (SS and Non-Ferrous electrodes)
56) What are the different factors that cause HIC?
A sensitive microstructure
A sufficient level of hydrogen
A high level of stress
57) What is the minimum thickness of pipe that requires stress relieving to be done as per B31.3?
19 mm
58) What is the function of shielding gas?
Stabilises the arc roots on the material surfaces.
Ensures smooth transfer of the molten metal from the wire to weld pool.
Forms the arc plasma.
59) If welder is qualified in 3G position in pipes, he can weld all position?
3G position in pipe not mentioned in ASME Sec IX,
The pipe positions are 1G, 2G, 5G and 6G as per ASME Sec IX.
60) What is the P No; for CS & SS?
CS- P1
SS-P8
61) Internal misalignment of Butt joints shall not exceed
1.5 mm
62) Fillet Weld Profiles
Convex, Concave, Mitre
63) Explain E 8018
E – Electrode
80 – Tensile Strength
1 –for all Position
8 – Coating
64) The preheat shall be established over a minimum distance of
75mm on each side of the weld.
65) Electrodes, filler wires, flux which standards to be used?
ASME SEC II C
66) What equipment will use to determine oxygen level?
Oxygen analyzer
67) What is the surface temperature of PT?
5˚ C to 52˚C
68) What is the F number for the filler wire ER70S?
6
69) What are the duties of a QC Inspector for Consumable receiving inspection?
i. Check the Test Certificates (T.C.) of each batch of electrodes for the conformance of parameters with respect to project requirements.
ii. Check the availability of labels on each package units (Pack or Box) and
completeness of the information in them.
iii. Check the condition of the package and electrode / filler wire. If any damage found, it is reported for the corrective action.
iv. Check the correctness of the batch No.; Electrode/Filler wire diameter and other
data with respect to the Test Certificate.
a. After inspection, the welding materials are stored in the warehouse or in the
welding consumables control room under ambient temperature.
b. All welding consumables shall be stored in racks, off the floor, in such a way as
to prevent any physical damage or contamination. Consumables for the use
on various types and grades of material shall be clearly segregated by type
and size to minimize possibility of error in distribution.
70) What is the exposure time for low hydrogen electrode?
The electrodes may not be exceeded more than four hours, the exposure may be
extended to 8 hours if the electrodes are continuously stored in a portable oven up to 65˚C minimum.
71) What are the things to be checked in sockolets?
All fitting bores are to be concentric within 0.76mm for all sizes.
To prevent cracking of a fillet weld install a 1.5 cardboard washer or withdraw the pipe 1.5 mm from bottom of the socket before welding.
72) What are weldolets and sockolets? And where they are generally used?
Weldolets and sockolets are self reinforced fittings.
Weldolets are used for butt welded branch connections where standard tee is not
available due to size restrictions and the piping is at a critical/high pressure service.
Sockolets are used to socket welding branch connection which requires reinforcing
pads.
73) What is the density of steel?
7.86 kg/m³
74) In 316L, what is the L stands for?
L stands for low carbon steel
75) What is the cause of porosity?
The presence of gas pores in a weld caused by entrapment of gas during solidification is termed as porosity.
The pores are in the form of small spherical cavities either clustered locally or scattered throughout the weld deposit.
Sometimes entrapped gas give rise to a single large cavity called Blowholes.
Cause: -
A. Chemically imperfect welding consumables, for example, deficient in deoxidizer.
B. Faulty composition of base material or electrode, for example, high sulphur content.
C. Presence of oil, grease, moisture and mill scale on the weld surface.
D. Excessive moisture in the electrode coating or submerged-arc flux.
E. Inadequate gas shielding or impure gas in a gas –shielded process.
F. Low welding current or too long an arc.
G. Quick-freezing of weld deposit.
76) What are the tests required for verifying supplementary essential variables?
Notch toughness
77) How will you calculate the geometric unsharpness in radiographic film?
Geometric unsharpness of the radiograph shall be determined in accordance with:
Ug = Fd/D
where
Ug = geometric unsharpness
F = source size: the maximum projected dimension of the radiating source
(or effective focal spot) in the plane perpendicular to the distance D from
the weld or object being radiographed, in.
D = distance from source of radiation to weld or object being
radiographed, in.
d = distance from source side of weld or object being radigraphed to film.
78) What is the welder qualification based on f number?
79) Which markers are used on SS materials?
Low halogens and Low sulfur less than 200 ppm
80) Principle of UT
Reflection of Sound
81) Principle of RT
Absorption in different materials
82) Principle of PT
Capillary action
83) Principle of MT
Magnetic flux leakage
84) What is the use of Couplant?
To remove the air gap between the transducer and object.
85) Types of Probe in UT?
Normal probe, Angular probe, triangular probe (45°, 60°, 70°)
86) Name 3 of the 5 mechanical tests in ASME IX employed for procedure & performance qualifications?
Hardness test, toughness test, tensile test, macro examination, bend test, fillet weld
fracture test, nick break test
87) Name an NDT method and technique that employs a reflected sound beam that can be used for the volumetric examination of welds?
Ultrasonic testing
88) List 3 disadvantages of RT over other NDT Methods.
A. Its very harmful for human being
B. high skilled interpretation required
c. access to both side required
d. parallel to the axis defects will not get
89) If a product is to be stress relieved, why is it important to use exactly the same RT procedure before and after stress relieving?
Due to the stress relieving some types of defects will form and enlarged.
90) A dark narrow area 2-3mm wide appears on a radiograph all along the edge of the area representing the weld. The joint has a 60-Degree double-vee groove. What is the indication most likely to be?
Slag inclusion
91) A localized darker density Radiographic image with fuzzy edges in the center of the width of the weld image that may or may not be wider than the width of the root pass image is most likely what?
Incomplete root penetration
92) When the radiation source is located inside piping with the film located outside, singlewall exposure and single-wall view, name this type of exposure?
Panoramic
93) How do gamma rays compare with X-rays when applied to RT of welds?
1. Easy handling
2. High penetration
3. Low sensitivity
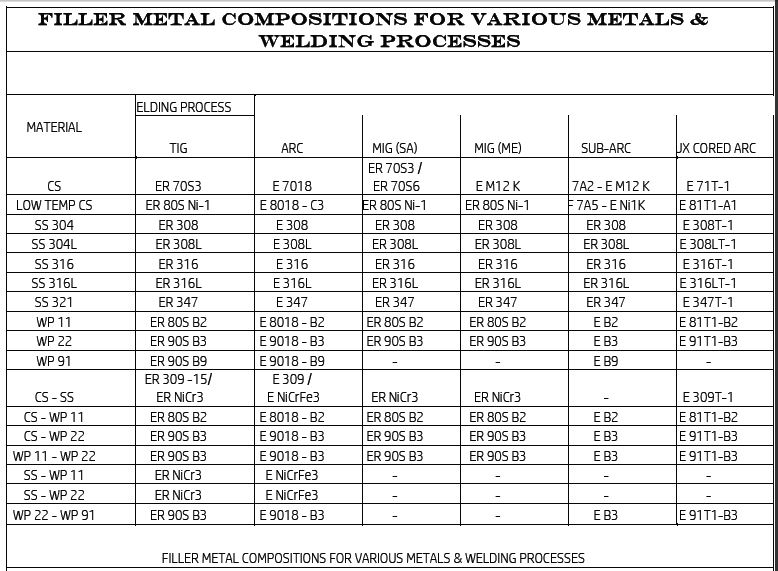
94) What is the Welding Process?
a) GTAW (Gas Tungsten Arc Welding)
b) SMAW (Shielded Metal Arc Welding)
c) SAW (Submerged Arc Welding)
d) FCAW (Flux Coated Arc Welding)
e) GMAW (Gas Metal Arc Welding)
f) PAW (Plasma Arc Welding)
95) Welding Position
Pipe – 1GR, 2G, 5G, 6G,
Plate – 1G, 2G, 3G, 4G
PIPE:-
1G: - A Pipe is Horizontal Position and weld beed is a vertical position.
The Pipe will be rotated.
2G: - A Pipe is Vertical Position and weld beed is Horizontal Position
5G: - A Pipe is Horizontal Position and weld beed is Vertical Position
6G: - A Pipe is a 450 Position
PLATE:-
1G: - Plate is Horizontal and weld is Horizontal
2G: - Plate is Vertical and weld is Horizontal
3G: - Plate is Vertical and weld is Vertical
4G: - A Plate is in Overhead Position weld is Horizontal Position
96) Why we maintain the interpass temperature?
The yield and ultimate tensile strengths of the weld metal are both a function of the interpass temperature.
High values of interpass temperature tend to reduce the weld metal strength.
Additionally, higher interpass temperatures will generally provide a finer grain structure and improved Charpy V notch toughness transition temperatures.
97) While welding of pipe trunion to pipe/reinforcement pad you have to put a hole or leave some portion of welding why?
For venting of hot gas which may get generated due to welding.
98) List 3 disadvantages of RT over other NDT Methods.
Radiation Safety Precautions, Planar defects not readily detectable, heavy equipment.
99) What are the different types of hardness tests carried out?
Brinell hardness Test.
Rockwell Hardness Test.
Vicker Hardness Test.
100) What is a theoretical throat?
The distance from the beginning of the joint root perpendicular to the hypotenuse of the largest right triangle that can be inscribed within the cross section of a fillet weld.
This dimension is based on the assumption that the root opening is equal to zero.
101) What is tack weld?
Tack weld is the temporary weld to maintain joint alignment. All tack welds shall be made by qualified welders.
Recommended tack thickness is 3.2 – 4.8mm & length is 12.5 - 25.4 mm. the minimum number of tack welds for 3.5 inch and below are 3 equally spaced tacks. Above 3.5 inch 4 equally spaced tacks.
102) What type of cutting used is SS? Types of Grinding wheel and how to identify them?
Plasma arc cutting and grinding wheel Types for grinding wheel are: Iron oxide, zirconium, Aluminum oxide.
Identification by color coding.( blue)
103) Which standard do you refer for the welding equipment calibration?
BS 7570.
104) What is PMI ?
Positive Material Identification (PMI)
105) Using GTAW process, describe what happens to a root pass applied without proper purging/back gassing on SS material?
oxidation
106) Per ASME B31.3, who is responsible for classification of service to a given category?
owner
107) Why post heating is done on some pipe after the welding is over?
To maintain uniform homogeneous structure. As Per SAES-W-011
108) What is the maximum size of low Hydrogen (E7018) permitted?
5 mm
109) What should be the distance b/w two parallel welds?
20mm or three times the wall thickness of the joint, whichever is greater.
110) What are the diameter limitations (per pipe size) for different welding processes?
SMAW= above 2 inch GTAW= all dia
GMAW= above 2 inch
111) What is the requirement (Material, location) for bridge tacks?
Bridge tack (located above the root area) is acceptable but such tacks must be made completely within the weld groove and shall be completely remove prior to completion of the weld.
112) What is the maximum amount of time that E-7018 electrodes can be kept out in the field?
2 hours may doubled may be 4 hours (5.5) , 4 hours may be doubled 8 hours (5.1)
113) What is the minimum drying temperature and drying time?
260 to 430 / 370 to 430 2 hours
114) How many times can electrodes be rebaked?
1 time
115) What is the maximum internal misalignment of butt joints?
1.5 mm
116) Piping during preparation before fit up shall be cleaned/ground internally/externally for what distance from the edge of the prepared joint?
25 mm each side
117) Moist surfaces require moisture removal and surfaces to be preheated must be
preheated to what distance from the joint edge?
100 mm
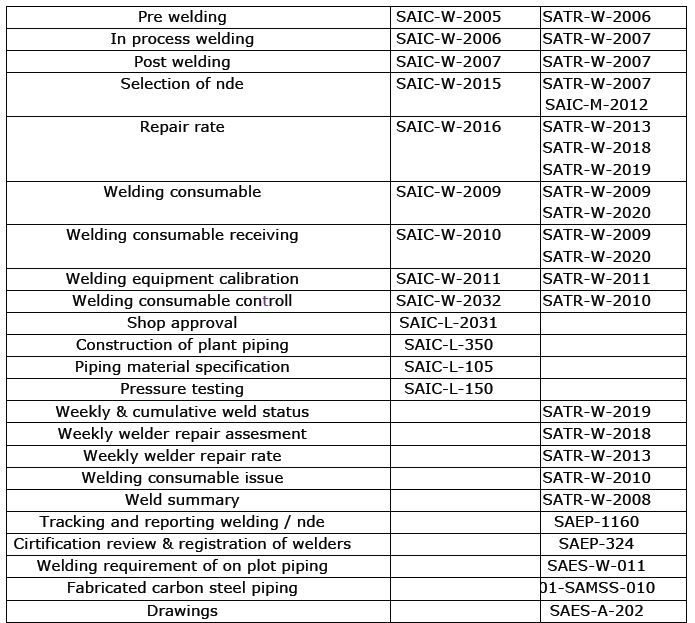
SAIC & SATR for reference